Process Safety Management
OSHA is an authority in US looking after safety and health of workers in different fields by providing and enforcing respective safety and Health principles and standards and guiding industries on safe work practices. OSHA has developed and enforced Process Safety Management vide 14 safety elements that are essential to employers as well as employees to run the industry without reaching harm to employees as well as environment. The Guidelines of OSHA are also popular in many other countries and are being honoured voluntarily beyond respective legal requirement. Responsible Care, a voluntary initiative by chemical industries, has also developed a Code for Process Safety based on the PSM principles of OSHA.
Process Safety management (PSM) is nothing but a management of risk involved in the storage and handling of hazardous chemicals. The major objective of process safety management (PSM) of highly hazardous chemicals is to prevent unwanted releases of hazardous chemicals especially into locations that could expose employees and others to serious hazards. An effective process safety management program requires a systematic approach to evaluating the whole chemical process. Using this approach, the process design, process technology, process changes, operational and maintenance activities and procedures, non-routine activities and procedures, emergency preparedness plans and procedures, training programs, and other elements that affect the process are all considered in the evaluation.
1. EMPLOYEE PARTICIPATION
Employees including production and maintenance staff shall be a part of people involved in developing Process Safety Management. There shall be a written down document by management on the participation giving details. Training and participation in the safety competition is not enough. Participation of workers in the Safety programs like Safety meeting, HAZOP, Job safety analysis, Incident investigation, Safety Observations (SOs), Hazard Identification and Risk Analysis (HIRA) etc., is desired.
2. PROCESS SAFETY INFORMATION
The management shall compile all the information on hazard and make it available to all the workers so that they can access the information to understand the risks they face on the job. Incident investigation reports, HAZOP, PHA documents, Safety manual etc., shall be easily available to all employees to refer as and when they need..
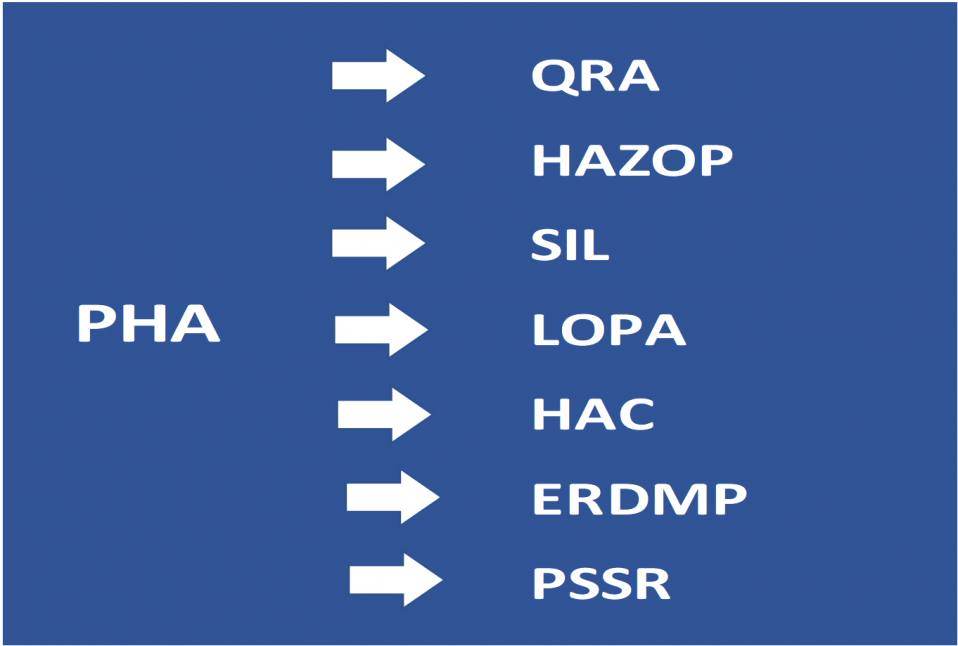
3. PROCESS HAZARD ANALYSIS
This is a technical element of PSM. The analysis shall be done in team comprising of process and maintenance engineers, process control engineer, electrical engineer and at least one expert from the process. HAZOP, What if, checklist are the different methodologies of doing process hazard analysis. Basically the study focuses consequences of deviation from the laid down parameters, procedures or conditions and ensures that deviations if any, will be managed by the safety system recommended in the analysis.
4. OPERATING PROCEDURES
The operating procedures for operation and maintenance, shutdowns and emergency shutdown, shall be written down and made available to workers so that manual error is eliminated and standard operation is practiced. The procedures are reviewed periodically or after every modification or change in the operation.
5. TRAINING
Workers carrying out processes involving highly hazardous chemicals must be trained periodically by competent person and well-documented. Effectiveness of training shall be tracked.
6. CONTRACTORS SAFETY
Contract employees who are working in and around the hazardous process shall have extensive training plan that caters to their need in the context of their turnover, qualification and service conditions. They must be well-informed of the hazards associated with their work and process. Safety and Health of the contract employees is the prime responsibility of the management.
7. PRE-STARTUP SAFETY REVIEW (PSSR)
Pre-Startup Safety review must be done prior to start up after shutdown, prior to start up after modification and prior to start up of a new plant or facility.
Shutdowns/Turnovers: A check list shall be prepared for a start up after shut down to check whether the preparation for the start up is adequately done to start the plant including up streams and down streams, for example; position of blinds, valves, connections, openings, energies, utilities, drains, stocks of raw materials, other materials, space for storing product, waste and intermediates etc.
Modification: A format for PSSR shall be a part of the Management of Change (MOC) that ensures that the risk identified during PHA has been addressed and mitigated adequately.
New facility or plant: A comprehensive format for PSSR shall be used to ensure a) compliance to legal and other requirements b) implementation of recommendations of all the safety studies done including QRA and HAZOP c) aspects of Occupational Health and Safety facilities (ergonomics, man height clearance, adequate space for operation and maintenance, access etc), d) emergency facilities (Emergency Communication Center, Communication facilities, Health center, PPEs, fire fighting facility, emergency plan etc. e) Checking of interlocks, calibration of equipment and vessels, water trials etc. Once the facility is through with all the requirements, an internal team or competent persons audit the facility and issue a certificate of completion. The document shall mention due dates of periodic tests/maintenance/calibration of instruments/equipment/vessels/reactors/piping etc. Project team needs to do several modifications/changes in the plan of project (drawings/layouts/P&Id etc) approved by Safety Department. Every such change shall be approved by Safety Department and respective revised document signed by Safety authority (internal) shall be available.
8. MECHANICAL INTEGRITY-Technical aspect
Pressure vessels, Storage tanks, piping system, ventilation system, flame arrestors and some other equipment need periodic inspection and testing in order to ensure sound condition of these equipment. Some of the equipment are covered under statutory inspection and testing. The employees or contractors conducting these inspections must be qualified to do the job, they should follow good engineering practices and written down procedures. Records and results shall be reviewed by the management and critical remarks shall be highlighted for action.
9. AUTHORISATION FOR NON-ROUTINE WORK
Work permit system shall be developed for non-routine work that covers all the activities other than routine process wotor rk. Exceptions if any, shall be clearly documented. The Issuer and the receiver of the permit shall be clearly defined on the basis of risk involved in the work. Hot work and confined space entry permits should be issued and received by (not lower than) a managers.
10. MANAGEMENT OF CHANGE
Management will always want to capitalize on change opportunities. Changes in chemicals, technology, facilities and SOPs are dangerous unless the risks associated with the changes have been identified and mitigated. It is necessary to develop a comprehensive method for controlling and monitoring the changes.
11. INCIDENT INVESTIGATION
The incidents that result in or could have resulted in a catastrophic release of highly hazardous chemical shall be investigated to the root cause and fixed. Industries can set up a method for investigating each and every incident including near miss. ‘Learning from incidents’ is an effective tool that can help industry to eliminate a probability of incidents that have catastrophic effects.
12. Emergency preparedness
Chemical releases (even minor) can lead to major incidents. Hence employers should create emergency plans for handling such scenarios. Quantity risk assessment identifies different scenarios and response time. Regular mock drills should be conducted to practice emergency actions and response time.
13. COMPLIANCE AUDITS
Employers shall certify that they have evaluated compliance with the provisions of PSM at least every three years and verify that the procedures and practices developed under the standard are adequate and are being followed.” Audit reports shall be available for the authorities.
14. TRADE SECRETS
Until recently, some companies attempted to protect proprietary information by keeping process details from their employees. To prevent this scenario and enhance worker safety, the “trade secrets” element gives employees the right to know processes that may affect their health and safety.
15. SAFE WORK PRACTICES
Employer shall develop guidelines on safe work practices across the organisation and ensure that employees adhere to it. The basis for the Safe working Practices may be ‘Learnings from incidents’, preventive actions and other industries practices. Employees demonstrating pride in adhering to the Safe work Practices is a sign of developed safety culture